



申请试听精品课程
常用软件介绍
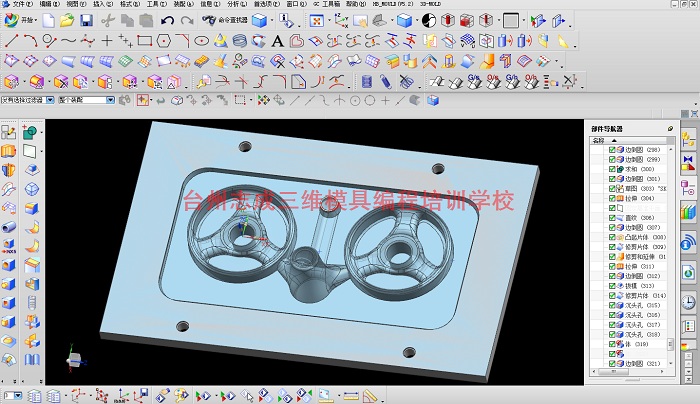
Unigraphics
Unigraphics是美国UnigraphicsSolution公司开发的一套集CAD、CAM、CAE功能于一体的三维参数化软件,是当今最先进的、分析和制造的高端软件,用于航空、航天、汽车、轮船和电子等工业领域2。
CatiaCatia是法国Dassault公司推出的产品,广泛应用于法制幻影系列战斗机、777的开发设计等领域。Catia在一些领域采取设计建模,加工,二者结合,搭配使用2。
PTC Creo
美国PTC(参数技术有限公司)开发的软件,是全世界最普及的三维CAD/CAM系统,广泛用于电子、机械、模具、工业设计和玩具等民用行业2。
Mastercam
Mastercam具有较强的曲面粗加工及曲面精加工的功能,曲面精加工有多种选择方式,可以满足复杂零件的曲面加工要求,同时具备功能2。
Cimatron
CimatronCAD/CAM系统是以色列Cimatron公司的CAD/CAM/PDM产品,是较早在微机平台上实现三维CAD/CAM全功能的系统。该系统提供了比较灵活的用户界面,优良的三维造型、工程绘图,全面的,各种通用、专用数据接口以及的

实战教学
系统课程,全真模拟

精选小班
小班授课,精选师资

定制课程
顶尖师资,定制课程

全程管理
专属班主任全程管理, 细致服务

内部教材
精编教材,个性化教学

全程跟踪
贴心服务,全程陪伴

3.3 辅助功能指令
M03:主轴正转。
M04:主轴反转。
M05:主轴停止。
M08:开启冷却液。
M09:关闭冷却液。
M30:程序结束。
4. 实践建议
4.1 动手操作
模拟练习:使用数控仿真软件进行编程练习,熟悉各种指令的使用方法。
实际操作:在老师的指导下,逐步尝试在实际机床上进行编程和加工操作。
4.2 学习资源
书籍:《数控车床编程与操作》、《数控编程技术》等专业书籍。
在线课程:许多在线平台提供数控编程的视频教程和实战案例。
论坛和社区:加入数控编程的论坛和社区,与其他爱好者交流经验和技巧。
4.3 持续学习
技术更新:数控技术不断发展,新的编程方法和工具不断涌现,保持学习和探索的态度。
实践经验:多参与实际项目,积累丰富的编程和操作经验。
通过以上步骤和建议,你可以逐步掌握数控车床编程的基本知识和技能,为今后的深入学习和实际应用打下坚实的基础。希望你在数控编程的道路上越走越远,取得更多的成就!
1.师资力量雄厚,各老师都拥有丰富的实践经验和教学经验,富有责任心,老师全程跟踪解决学员后顾之忧。
2. 优质的教学质量,紧紧围绕课堂教学,优化教学过程,增强教学的有效性。
3.舒适的学习环境,校区环境整洁舒适、休闲安静、舒适自然、轻松宜人。
4.良好的交通条件,校区周边交通便利,停车方便,公交可直达校区。
预约试听体验课程:
学员如需参加体验课程,需提前一周和顾问预约体验课程,提供给顾问参加学员姓名+电话+课程+所在地区,顾问会及时登记预约就近校区体验课程,预约后顾问会通过电话或短信通知学员。
我们竭诚为您服务,如需帮助或了解优惠活动,请在线联系顾问,顾问会及时安排课程老师电话和您沟通介绍!
电话咨询
全国统一学习专线 8:30-21:00
在线咨询
申请试听
微信联系

移动版M站

